
溶接種類とは、金属を接合する際の熱源・溶加材の有無・シールド方法などの違いによって分類される溶接法の体系のことだ。
主要データ
- アーク溶接受験者数:104,035人(日本溶接協会、2022年)
- 手溶接受験者:33,486人(日本溶接協会、2022年)
- 半自動溶接受験者:43,694人(日本溶接協会、2022年)
- ステンレス鋼溶接受験者:21,656人(日本溶接協会、2022年)
溶接種類をめぐる誤解——「アーク」か「ガス」かだけではない
新人作業者が「溶接の種類を覚えろ」と言われて最初に戸惑いやすい理由は、分類軸が一つではなく、熱源で分ける人もいれば電極の形態で分ける人もおり、さらにシールド方法を基準にする職場もあるため、同じ言葉でも指している範囲が場面ごとにずれやすいからである。 溶接種類という言葉は、単一の分類表を指す厳密な専門用語ではない。現場では「どの熱源を使うか」「電極が溶けるか溶けないか」「シールドガスは何を使うか」「溶加材を入れるか入れないか」という複数の切り口が並行して使われ、それらの組み合わせが便宜的に「種類」と呼ばれている。 教科書では「融接・圧接・ろう接」という大分類から入るが、実際の作業現場で「今日は融接だ」と表現する作業者はほとんどおらず、「今日はTIG」「午後からMAG」という呼び方が優先されるため、理論上の分類と現場の呼称のあいだには無視できないずれがある。
溶接種類の定義——熱源・電極・シールドの三軸で決まる
溶接種類とは、金属を接合する際に用いる熱源の種類(アーク・ガス炎・レーザー・電子ビーム等)、電極の消耗性(消耗電極か非消耗電極か)、シールド方法(不活性ガス・炭酸ガス・フラックス・なし)の組み合わせによって区別される溶接法の分類体系を指す。 JIS Z 3001(溶接用語)では、溶接を「融接」「圧接」「ろう接」の三つに大別するが、この整理は原理を理解するうえで有効である一方、現場の選定ではさらに細かな条件が重なるため、実務では大分類だけで方法を決めることはほとんどない。 このうち融接は母材を溶融させて接合する方法で、アーク溶接・ガス溶接・レーザー溶接などが含まれる。一方で、圧接は母材を加熱または加圧して接合する方法であり、抵抗溶接・摩擦圧接などがこれに当たる。ろう接は母材より融点の低いろう材を溶かして接合する方法だ。 現場で最も頻繁に使われるのは融接の中のアーク溶接であり、日本溶接協会の2022年統計では、アーク溶接技能者評価試験の受験者は104,035人に達している(https://www.jwes.or.jp/qualifications/wo/certification/)が、この数字は新規受験者と更新受験者の延べ人数であるため、実際の就業者数そのものと同一視はできない。
融接の中の細分類
融接はさらに熱源によって細分化される。アーク溶接は電極と母材の間にアークを発生させて溶融する方法で、被覆アーク溶接・TIG溶接・MIG溶接・MAG溶接・サブマージアーク溶接などが含まれる。ガス溶接は酸素とアセチレンなどの可燃性ガスの燃焼炎を熱源とする。レーザー溶接は高密度のレーザー光を照射して瞬間的に溶融し、電子ビーム溶接は真空中で電子ビームを照射して接合する。 アーク溶接の中でも、電極が消耗するか否かで分類は大きく分かれ、被覆アーク溶接・MIG溶接・MAG溶接は消耗電極式で電極自体が溶加材となるが、TIG溶接は非消耗電極式であり、タングステン電極はアークを発生させる役割を担うだけで溶けず、必要に応じて別途溶加材を供給する構造である。
歴史的背景——1880年代のアーク発見から半自動化へ
溶接という技術そのものは古代から存在した。鍛造による圧接は紀元前の刀剣製造で既に使われていたが、現代的な融接の起点は1880年代にあり、ロシアのニコライ・ベナルドスがアーク現象を利用した炭素アーク溶接を発明したことが、その後の展開の出発点となった。 1900年代初頭にスウェーデンのオスカル・ケルベリが被覆アーク溶接棒を開発し、溶接部をスラグで保護する技術が確立した。これにより大気中の酸素や窒素による汚染を抑えられるようになり、構造物への適用が一気に現実味を帯びた。 1940年代にはアメリカでTIG溶接(当時はヘリアーク溶接と呼ばれた)が開発され、航空機産業で使われ始めた。アルミニウムやマグネシウム合金の接合が可能になったため、軽量化が求められる分野で採用が広がった。 1950年代には半自動溶接機が登場し、MIG溶接・MAG溶接が実用化された。ワイヤを自動送給する仕組みによって、作業者は溶接トーチを保持して移動することに集中できるようになり、連続施工が可能になったぶん、生産性は大きく引き上げられた。 日本では高度経済成長期に造船・橋梁・建築鉄骨の需要が急増し、溶接技能者の育成が急務となったため、1957年に日本溶接協会が溶接技能者評価試験制度を開始し、全国で統一された技能認証の仕組みが整備されたが、ピーク時の1997年には年間119,427人が受験したのに対し、2022年は104,035人であり、需要構造の変化を踏まえた読み取りが必要である。
現場での実際の使われ方——方法別の棲み分けと選択基準
同じ工場や同じ製品群の中でも、部位・板厚・材質・作業姿勢が変われば選ばれる方法は変わるため、溶接種類は工場単位で固定されるものではなく、工程ごとに使い分けられる前提で理解したほうが実態に近い。 被覆アーク溶接は電源さえあれば施工しやすいため、建設現場や屋外での補修作業で今も主力である。溶接棒を交換しながら進めるため作業は断続的になるが、風の影響を受けにくく、設備が単純で故障も少ない。2022年の手溶接受験者は33,486人で、全体の約3割を占める。 半自動溶接(MIG・MAG)はワイヤ送給が連続的であるため、長いビードを一度に置きやすい。工場での量産に向いており、2022年の半自動溶接受験者は43,694人で最も多い。MIGはアルゴンなどの不活性ガスでシールドし、アルミやステンレスに使う一方、MAGは炭酸ガスや混合ガスを使い、軟鋼や低合金鋼に適する。 TIG溶接は入熱を細かく制御でき、仕上がりも良好であるため、ステンレス配管や精密機器の接合で選ばれやすい。2022年のステンレス鋼溶接受験者は21,656人で、全体の約2割だ。ただし、溶接速度は遅く、厚板には向きにくい。 サブマージアーク溶接は粉末状のフラックスの下でアークを発生させる方法であり、造船所や圧力容器の製造で使われることが多く、アークが外部から見えずスパッタもほとんど出ないうえ、自動化との相性がよいため、作業者の役割は手作業そのものより設備条件の監視や調整に比重が移りやすい。 ガス溶接は薄板や配管の予熱・後熱に使われるが、構造物の接合では近年ほとんど使われない。酸素・アセチレンボンベの管理が煩雑であり、入熱が大きく歪みやすいことが背景にある。
アーク溶接とガス溶接——熱源と温度分布の違い
アーク溶接とガス溶接は、どちらも融接でありながら熱源が異なる。アーク溶接は電極と母材の間に発生する5,000~20,000℃の高温プラズマを熱源とし、局所的に高いエネルギー密度を持つ一方、ガス溶接は酸素とアセチレンガスの燃焼炎を熱源とし、温度は約3,000℃だが熱が広範囲に広がるため、同じ「溶かしてつなぐ」方法でも熱の入り方は大きく違う。 この温度差と熱集中性の差が、適用範囲を分ける。アーク溶接は厚板や高強度鋼に対応しやすく、溶接速度も速い。これに対し、ガス溶接は薄板や銅合金など、熱容量の小さい材料に向く。 シールド方法も異なる。アーク溶接では電極被覆やフラックス、あるいは外部から供給するシールドガスで溶融金属を大気から保護するが、ガス溶接では燃焼ガス自体が弱い還元雰囲気を作るにとどまるため、十分なシールド効果は得にくく、フラックスを併用する場合が多い。 資格制度上も両者は別扱いであり、アーク溶接は労働安全衛生法に基づくアーク溶接特別教育(学科・実技合計21時間)が必要となり、ガス溶接はガス溶接技能講習(学科・実技合計13時間)が必要になるため、熱源の違いは作業条件だけでなく教育訓練の枠組みにも直結している。
TIG・MIG・MAGの違い——電極と使用ガスで決まる
TIG・MIG・MAGはいずれもアーク溶接の一種だが、区別の要点は電極の形態とシールドガスの種類にあるため、名称だけを暗記しても使い分けは理解しにくく、電極が溶けるかどうか、ガスが不活性か活性かを合わせて押さえる必要がある。 TIG溶接(Tungsten Inert Gas)は、融点の高いタングステン電極を使う非消耗電極式で、シールドガスには不活性ガス(アルゴンやヘリウム)を用いる。電極は溶けないため、溶加材の有無や供給量を調整しやすく、仕上がりが良好でスパッタもほとんど出ないが、片手でトーチを保持し、もう片方の手で溶加材を送る必要があるため、作業者の技量差が品質に出やすい。 MIG溶接(Metal Inert Gas)は、消耗電極式でワイヤ電極が自動送給される。シールドガスは不活性ガス(アルゴンまたはアルゴン混合ガス)を使う。アルミニウム・マグネシウム・銅などの非鉄金属や、ステンレス鋼に適し、スパッタは少なく、溶け込みが深い。 MAG溶接(Metal Active Gas)も消耗電極式だが、シールドガスには炭酸ガスや炭酸ガス・アルゴン混合ガスなどの活性ガスを使う。軟鋼や低合金鋼に適し、溶接速度が速く、コストも抑えやすい一方、スパッタが多く発生するため、後処理の手間は増える。 現場では「半自動」と呼ぶとMIGとMAGの両方を指すことが多い。設備構成が近く、ガスボンベとワイヤを入れ替えるだけで切り替えられるためだ。
被覆アーク溶接と半自動溶接——設備の複雑さと作業の連続性
被覆アーク溶接と半自動溶接(MIG・MAG)は、どちらも消耗電極式のアーク溶接であるものの、作業感覚はかなり異なり、その差は電極の供給方法と作業の連続性に由来するため、同じアーク溶接として一括りにすると現場での判断を誤りやすい。 被覆アーク溶接は、あらかじめ被覆剤を塗布した溶接棒を手で保持し、棒が短くなるたびに交換する。1本の溶接棒で置けるビードの長さは限られ、作業は断続的になるが、設備は溶接機と溶接棒ホルダーだけで済む。持ち運びが容易であり、風の影響も受けにくいため、屋外や高所での作業に向く。 半自動溶接は、リール巻きのワイヤ電極を自動送給装置で連続的に送り、シールドガスをトーチから噴出させる。ワイヤが続く限り溶接は連続し、長いビードを一気に置けるため生産性は高いが、シールドガスボンベ・ワイヤ送給装置・トーチケーブルが必要で設備は複雑になり、風が強いとシールドガスが乱れて気孔などの欠陥が出やすい。 職種別の受験者数を見ると、2022年時点で手溶接が33,486人、半自動溶接が43,694人と半自動が上回っており、工場の量産品には半自動が選ばれやすい一方、建設現場や補修作業では手溶接が残るという棲み分けが進んでいる。
溶接種類の選択基準——母材・板厚・姿勢・環境で決まる
溶接種類の選択は、母材の材質・板厚・溶接姿勢・作業環境の四つの要素で決まるが、実際にはこれらが独立しているわけではなく、たとえば材質に合う方法でも姿勢や風の条件で使いにくくなるため、現場では単一条件ではなく重なり合う制約の中で判断することになる。 母材が軟鋼ならMAG溶接か被覆アーク溶接が第一候補になる。ステンレス鋼ならTIG溶接かMIG溶接を選ぶ。アルミニウムならMIG溶接かTIG溶接だ。銅合金や高融点金属にはTIG溶接が向く。 板厚が3mm未満の薄板にはTIG溶接が適する。6~12mmの中厚板にはMAG溶接や被覆アーク溶接が使われる。20mm以上の厚板には多層盛りが必要で、サブマージアーク溶接や被覆アーク溶接が選ばれる。 溶接姿勢も無視できない。下向き姿勢(フラット)なら多くの方法で施工しやすいが、立向き・横向き・上向き姿勢では溶融金属が垂れやすくなるため、半自動溶接では電流を下げて短絡移行にするか、あるいは被覆アーク溶接に切り替える判断が必要になる。 作業環境が屋外で風が強い場合、TIG溶接やMAG溶接はシールドガスが乱れるため使いにくい。被覆アーク溶接かセルフシールドワイヤを使った半自動溶接を選ぶ。電源が取れない場所ではエンジン駆動の溶接機を使うが、出力は不安定になりやすい。 同じ構造物の中でも、長手方向の継手ではサブマージアーク溶接、立向き部では被覆アーク溶接というように、部位ごとに方法を切り替える運用は珍しくなく、材料だけで方法を決めてしまうと後工程で無理が出るという回り道も少なくない。
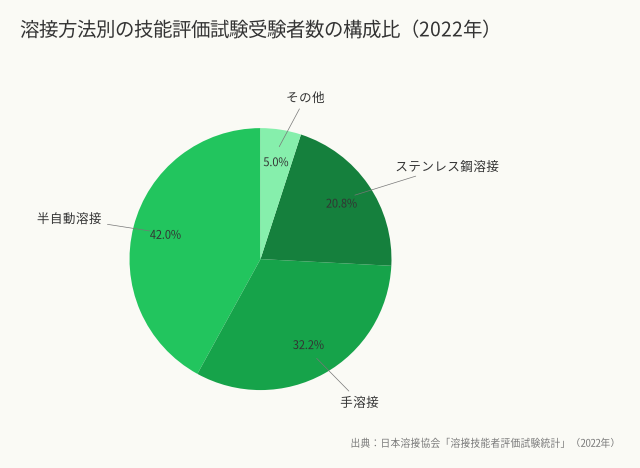
溶接方法と技能認証——試験方法別の受験者分布
溶接技能者の評価試験は、溶接方法ごとに分かれている。日本溶接協会の2022年統計によれば、手溶接(被覆アーク溶接)33,486人、半自動溶接(MIG・MAG)43,694人、ステンレス鋼溶接21,656人、その他5,199人となっている(https://www.jwes.or.jp/qualifications/wo/certification/)。 この数字は受験者の延べ数であり、新規取得と更新が含まれる。技能者証は3年ごとに更新が必要なため、実際の技能者数は受験者数の数分の一として見る必要がある。 半自動溶接の受験者が最も多い理由は、工場での需要が高く、比較的短期間で習得しやすいことにあるが、一方で被覆アーク溶接は建設現場や屋外作業で必須となる場面が多く、技能の習得には時間がかかり、ステンレス鋼溶接はTIGやMIGでの施工が主で、食品・化学プラント・配管工事などの需要に支えられている。 試験は材質・板厚・溶接姿勢の組み合わせで細分化されており、取得した資格の範囲外の作業には別の試験が必要になる。このため、現場で必要な資格を一通りそろえるには、複数回の受験を重ねる流れになりやすい。 現場では、まず下向きの軟鋼から始め、その後に立向き、さらにステンレスへと適用範囲を広げていく進み方が広く見られ、資格取得も一度で完結するものではなく、担当する仕事の幅に合わせて段階的に積み上げていく性格が強い。
出典・集計方法・最終確認日
- 日本溶接協会 溶接技能者評価試験統計(2022年)— https://www.jwes.or.jp/qualifications/wo/certification/
集計方法: 日本溶接協会が公開する2022年の溶接技能者評価試験受験者数および合格者数を引用。受験者数は新規および更新を含む延べ人数であり、実就業者数ではない点に注意。方法別受験者数は手溶接・半自動・ステンレス鋼・その他の4区分で集計されている。
最終確認日: 2026-07-04