
アーク溶接種類とは、電極の消耗有無・シールドガス・供給方式による分類のことだ。被覆アーク溶接・MAG溶接・MIG溶接・TIG溶接など、母材・板厚・姿勢・求められる品質に応じて使い分ける。
主要データ
- アーク溶接受験者(2022年):104,035人(日本溶接協会 JIS/WES溶接技能者評価試験、新規+更新の延べ数)
- 手溶接(被覆アーク)受験者:33,486人(同上、2022年、方法別内訳)
- 半自動溶接受験者:43,694人(同上、2022年、方法別内訳)
- ステンレス鋼溶接受験者:21,656人(同上、2022年、方法別内訳)
神戸の造船所で炭素鋼とステンレス鋼を同じ溶接棒で仕上げようとして失敗した話
神戸市内の中型造船所で、船体の炭素鋼部分を被覆アーク溶接棒で仕上げた溶接工が、次の配管工程に渡すステンレス鋼継手もそのまま同じ棒で溶接した例があり、溶接自体は完了したものの、検査段階で配管内面に黒い酸化スケールが浮いて耐食性の試験で不合格になった。被覆アーク溶接棒には炭素鋼用とステンレス鋼用があり、後者は特殊なフラックス組成によってクロム酸化を防ぐが、外見では判別しづらいため、作業者が「溶接棒はどれも同じ」と思い込んで手元にあったものを使うという回り道は珍しくない。
この失敗の根本原因は、アーク溶接を単一の技術として一括りにし、種類ごとの前提条件を切り分けずに運用していた点にあり、母材が変われば必要な溶加材もシールドの考え方も変わるにもかかわらず、その差を施工前に確認しなければ、後工程や検査で不具合が表面化しやすい。アーク溶接種類は母材と求められる品質によって選択が変わるため、一つの溶接法だけですべての継手を賄える現場はまず存在せず、施工前の段階で方法を分けて考える視点が欠かせない。
アーク溶接種類は電極消耗・シールド方式・溶加材供給で決まる
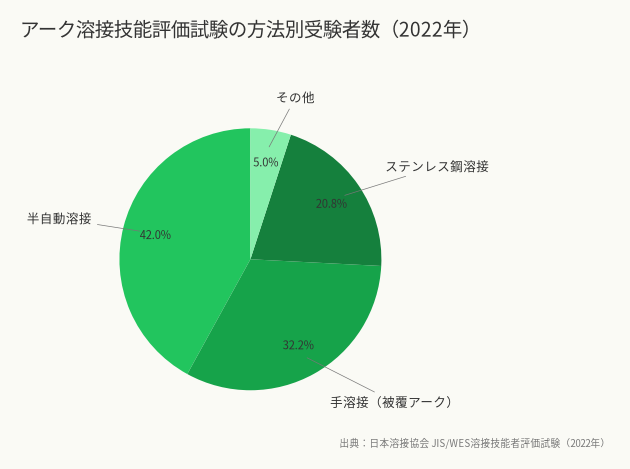
アーク溶接種類とは、電極が溶けるか溶けないか(消耗電極/非消耗電極)、シールドガスの有無と種類(CO₂・アルゴン・混合ガス・フラックス)、溶加材の供給方式(手棒・ワイヤ自動送給・別置き棒)の組み合わせで決まる分類体系だ。日本溶接協会が実施するJIS/WES溶接技能者評価試験(2022年)では、受験者104,035人(新規+更新の延べ数)のうち、方法別では手溶接33,486人、半自動溶接43,694人、ステンレス鋼溶接21,656人、その他5,199人となっており、半自動溶接が最も多い(出典:https://www.jwes.or.jp/qualifications/wo/certification/)。ただしこの数値は技能評価試験の受験者数であり、実際の就業者数や溶接実施件数ではない点に注意が必要となっている。
代表的な分類は以下の通りだ。
- 被覆アーク溶接(SMAW, Shielded Metal Arc Welding):消耗電極。フラックスで被覆された溶接棒を手で保持し、棒の消耗とともにアークを維持する。シールドガスボンベは不要で、風に強く屋外作業に向く。
- MAG溶接(Metal Active Gas):消耗電極。炭酸ガスまたはアルゴン+CO₂混合ガスでシールド。ワイヤを自動送給するため溶接速度が速い。炭素鋼・低合金鋼に使われる。
- MIG溶接(Metal Inert Gas):消耗電極。アルゴンまたはヘリウムの不活性ガスでシールド。アルミニウム・ステンレス鋼・銅合金など非鉄金属や耐食鋼に適用する。
- TIG溶接(Tungsten Inert Gas):非消耗電極。タングステン電極でアークを発生させ、溶加材は別途手で供給する。ビード外観が美しく、薄板・精密継手・ステンレス配管などで多用される。
これらはいずれも「アーク溶接」の範疇に入るが、教科書では同列に並べられていても、現場では母材の種類・板厚・姿勢・生産量によって明確に使い分けられ、同じ設備を使っているように見えても、実際には要求品質と施工条件の差が方法選定を左右している。たとえば板厚6mm以下の薄板ステンレス配管をMAG溶接で施工すると、入熱が大きすぎて母材を溶かし落とす(ブローホール)リスクが高いため、この場合はTIG溶接で低入熱にコントロールするのが定石となる。
被覆アーク溶接と半自動溶接の実務上の境界
被覆アーク溶接は棒を手で保持し、消耗に応じて棒を交換しながら進める。一本の棒で溶接できる長さは300〜400mm程度であり、長尺ビードを仕上げる際は継ぎ目(クレータ)処理が頻発するため、溶接線が短く、作業姿勢が頻繁に変わる構造物(鉄骨・階段・手すり)や、電源と姿勢の自由度が求められる現場(建築・橋梁・屋外プラント)で採用される。
一方、半自動溶接(MAG/MIG)はワイヤを連続送給するため、棒交換の手間がなく長尺ビードを一気に仕上げられる。造船・自動車・圧力容器・タンクなど、同じ継手形状が反復する量産工程では半自動溶接が圧倒的に速いが、シールドガスボンベと送給装置が必要であり、風の影響を受けやすいため屋外では防風対策が前提となる。
実務上の境界は「作業場所の固定度合い」と「ビード長さの分布」で決まり、屋内工場で同じ継手を繰り返し溶接するなら半自動溶接の連続施工能力が優位に立つ一方で、ビル建築現場で鉄骨柱を下向・横向・立向・上向の全姿勢で溶接する場合は、機材の取り回しと姿勢変化への追従性が問われるため、被覆アーク溶接棒の方が扱いやすい場面が多い。つまり、速度だけで優劣を決めるのではなく、移動量と姿勢変化の多さまで含めて選定する必要がある。
MAG溶接とMIG溶接の使い分けは母材のクロム含有率で決まる
MAG溶接とMIG溶接は、どちらもワイヤ自動送給方式だが、シールドガスが異なる。MAG溶接は炭酸ガス(CO₂)または炭酸ガス+アルゴン混合ガスを使い、MIG溶接はアルゴンまたはヘリウムの不活性ガスを使うため、この違いは母材の酸化しやすさに対応している。
炭素鋼・低合金鋼は溶融時に多少の酸化が起きてもフラックスやスラグで除去できるため、安価なCO₂系ガスで十分だ。これがMAG溶接である。一方、ステンレス鋼・アルミニウム・チタンなどは酸化膜が溶接金属の品質を直接損なうため、不活性ガスで完全にシールドする必要があり、これがMIG溶接という整理になる。
横浜市内の精密機械工場では、ステンレス製の圧力容器をMAG溶接で施工したところ、内面に黒い酸化スケールが残り耐食試験で不合格になった事例がある。ステンレス鋼は炭酸ガス雰囲気下でクロム酸化物を形成し、耐食性を失うため、MIG溶接でアルゴンシールドすればこの問題は起きず、母材のクロム含有率が10%を超える場合は原則MIG溶接を選ぶという判断が現場で共有されやすい。見た目には同じ半自動溶接でも、ガスの選択が母材特性と直結しており、ここを誤ると外観より先に性能面で不具合が露出する。
TIG溶接は非消耗電極ゆえに入熱制御と外観品質に強い
TIG溶接は、タングステン電極でアークを発生させ、溶加材は別途手で供給する。電極自体は溶けないため、入熱量を電流と溶接速度で独立して調整でき、この特性が薄板溶接・精密配管・裏波溶接(パイプ内面まで溶かし込む片面溶接)で威力を発揮するので、品質優先の工程で選ばれやすい。
大阪市内の化学プラント配管工事では、板厚2mmのステンレス配管をTIG溶接で仕上げ、内面に裏波ビードを形成させる施工が標準だ。被覆アーク溶接やMAG溶接では入熱が大きすぎて母材を溶かし落とすリスクがあり、かつ内面ビード形状が不安定になる一方で、TIG溶接なら電流を絞って低入熱で施工し、溶加材の供給量を手元で微調整することで、内面まで均一なビード形状を得られる。
ただしTIG溶接は溶接速度が遅く、労務費が高い。板厚が厚くなると溶接パス数が増え、工期が延びるため、板厚6mm超の構造物では、初層(ルート層)だけTIG溶接で裏波を確保し、2層目以降をMAG溶接で盛り上げる「併用施工」が採られることもある。品質面の優位がそのまま生産性の優位に置き換わるわけではなく、要求品質が高い部分だけTIG溶接を使い、残りを能率の高い方法へ切り替える発想が実務ではしばしば選ばれる。
アーク溶接種類の選択を誤ると検査不合格と手戻りが発生する
アーク溶接種類の選択ミスは、溶接後の検査段階で発覚する。放射線透過試験(RT)や超音波探傷試験(UT)で内部欠陥(ブローホール・溶け込み不良・スラグ巻き込み)が見つかり、継手を削り直して再溶接する手戻りが発生する。
名古屋市内の自動車部品工場では、高張力鋼板(引張強さ780MPa級)の溶接をMAG溶接で施工したところ、継手部に割れが入り不合格になった例がある。高張力鋼は溶接入熱が大きいと熱影響部(HAZ)が硬化し、冷却時の収縮応力で割れやすくなるため、この場合は低入熱で施工できるTIG溶接か、予熱・後熱を併用した被覆アーク溶接を選ぶべきだったと考えられる。
検査不合格による手戻りは、材料費・労務費・工期すべてに影響し、とくに圧力容器・ボイラー・橋梁など、溶接部が構造強度を担う製品では検査基準が厳しいため、不合格率が1%でも損失の広がりは小さくない。だからこそ溶接種類の選択は施工後の修正で吸収するものではなく、施工前の段階で母材・板厚・継手形状・要求品質を照らし合わせ、欠陥の出方まで見越して決める対象となっている。
次に取るべき一歩は自分の現場の母材と板厚を棚卸しすることだ
アーク溶接種類を使い分けるために、まず自分の現場で扱う母材の種類と板厚の分布を棚卸しすることだ。炭素鋼が9割を占めるならMAG溶接を軸にし、ステンレス配管が頻出するならTIG溶接とMIG溶接の習得を優先するべきであり、板厚6mm以下の薄板が多いならTIG溶接、板厚10mm超の厚板が中心ならMAG溶接または被覆アーク溶接が現実的な選択となる。
次に、自分が保有する溶接資格の範囲を確認する。JIS/WES溶接技能者評価試験では、溶接方法(被覆アーク・MAG・MIG・TIG)ごとに資格が分かれており、一つの資格で全方法をカバーすることはできない。実務で複数の溶接種類を使うなら、それぞれの資格を取る必要があり、2022年の受験者数では半自動溶接が最も多く43,694人、次いで手溶接33,486人、ステンレス鋼溶接21,656人となっていることからも、現場のニーズが反映されていることが見て取れる(日本溶接協会、https://www.jwes.or.jp/qualifications/wo/certification/)。
最後に、施工前に溶接施工要領書(WPS, Welding Procedure Specification)で溶接種類・電流範囲・シールドガス・溶加材を確定させる習慣を持つ必要がある。教科書的には「適切な溶接法を選ぶ」と表現されるが、実際の現場では施工要領書に従わない溶接は検査で即不合格になりうるため、溶接種類の選択はアークを出す直前ではなく、施工要領書を書く段階でほぼ決着していると捉える方が実務に近い。
出典・集計方法・最終確認日
- 日本溶接協会 JIS/WES溶接技能者評価試験(2022年)— https://www.jwes.or.jp/qualifications/wo/certification/
集計方法: 日本溶接協会公表の2022年度受験者数・合格者数(新規+更新の延べ数)および方法別内訳を引用。本統計は技能評価試験の受験者数であり、実際の就業者数や溶接実施件数ではない点に注意。
最終確認日: 2026-07-05
